Er en Lean metode til at sikre indbygget kvalitet i produktet eller processen, hvor man stræber efter at udføre tingene “rigtigt første gang”.
Filosofien bag indbygget kvalitet
Der er to holdninger til fejl:
- Fejl er uundgåelige
- Fejl kan forhindres
Med Poka-Yoke siger vi, at selvfølgelig laver mennesker fejl – men enhver fejl som mennesker laver kan reduceres og i mange tilfælde fjernes.
Alle medarbejdere er ansvarlig for kvaliteten.
- “Du må ikke modtage fejl”
- “Du må ikke lave fejl“
- “Du må ikke sende fejl videre”
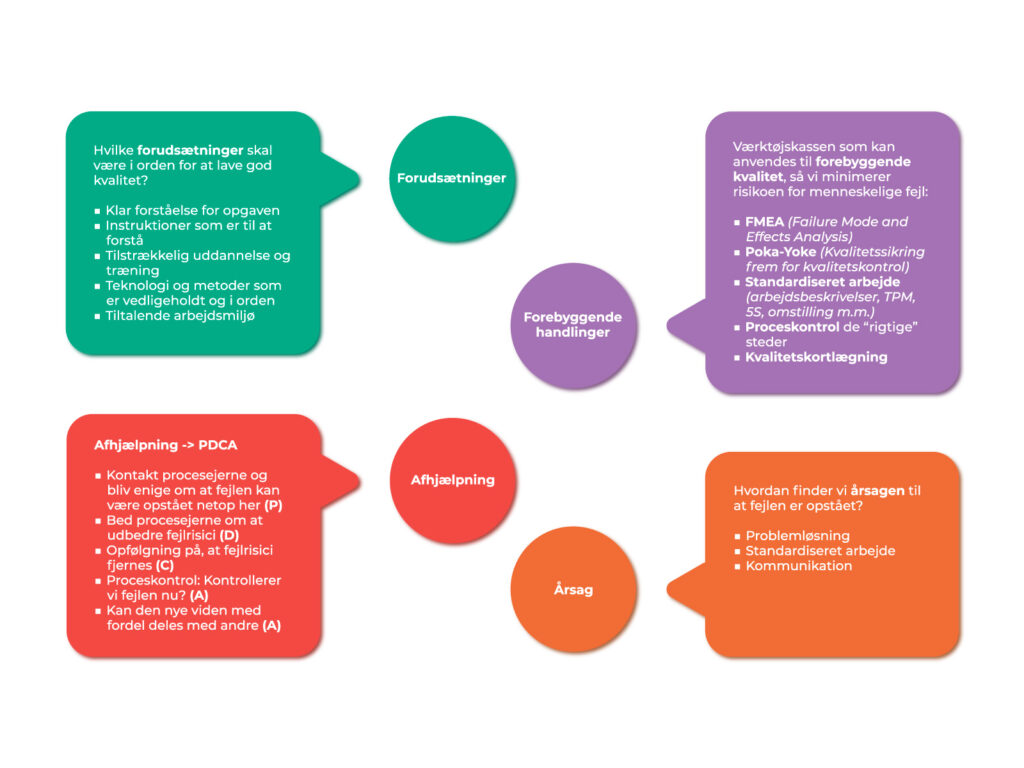
Fire skridt til indbygget kvalitet
Første skridt – Forudsætninger
Hvilke forudsætninger skal være i orden for at lave god kvalitet?
- Klar forståelse for opgaven
- Instruktioner som er til at forstå
- Tilstrækkelig uddannelse og træning
- Teknologi og metoder som er vedligeholdt og i orden
- Tiltalende arbejdsmiljøet
Andet skridt – Forebyggende handlinger
Metodekasse som kan anvendes til forebyggende kvalitet, så vi minimerer risikoen for menneskelige fejl:
- FMEA (Failure Mode and Effects Analysis)
- Poka-Yoke (Kvalitetssikring frem for kvalitetskontrol)
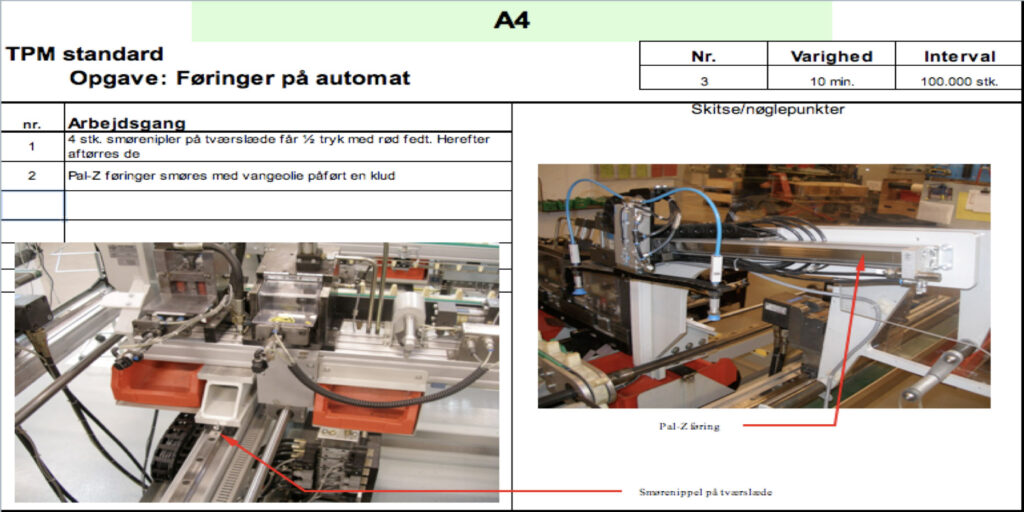
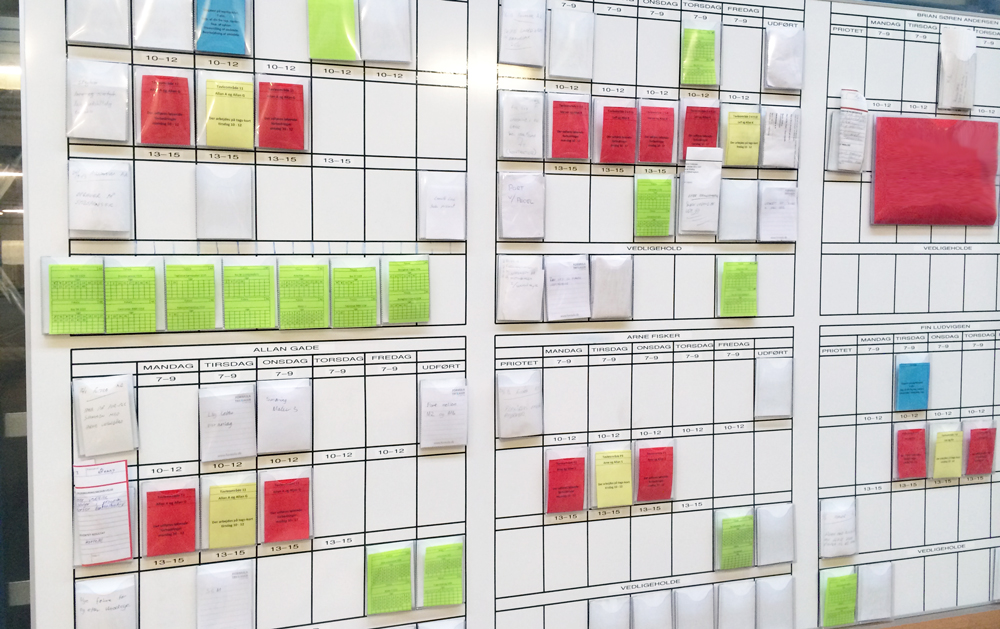
- Standardiseret arbejde (arbejdsbeskrivelser, TPM, 5S, omstilling mm.)
- Proceskontrol de ”rigtige” steder
- Kvalitetskortlægning
Tredje skridt – Årsag
Hvordan finder vi årsagen til at fejlen er opstået?
- Problemløsning
- Standardiseret arbejde
- Kommunikation
Fjerde skridt – Afhjælpning
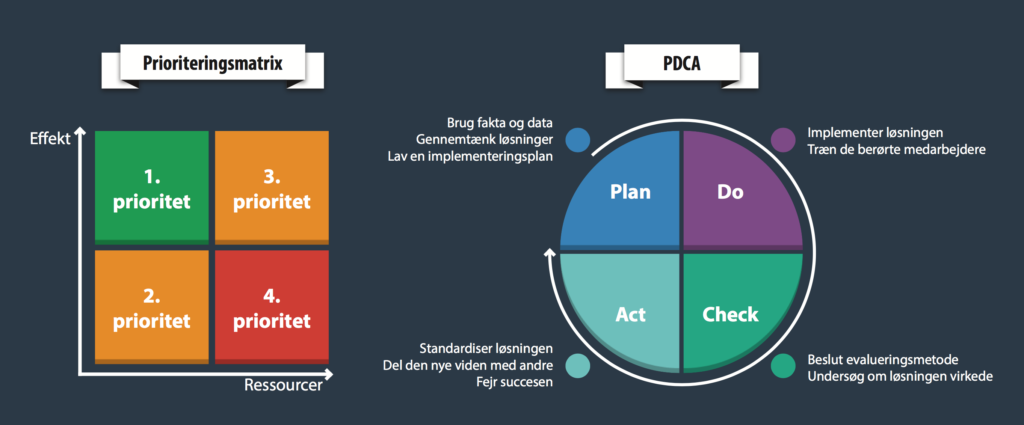
Til afhjælpning og bearbejdning anvendes PDCA skemaet.
- Kontakt procesejerne og bliv enige om hvor fejlen kan være opstået (P)
- Bed procesejerne om at udbedre fejlrisici (D)
- Opfølgning på, at fejlrisici er fjernet (C)
- Proceskontrol: kontrollerer vi fejlen nu? (A)
- Kan den nye viden med fordel deles med andre (A)
De tre vigtigste metoder til Indbygget Kvalitet
Standardisering
Standardisering er vigtigt, når vi snakker om indbygget kvalitet.
- Standarder for processer og opgaveløsning
- Gode standarder er med til at minimere muligheden for at lave fejl
- Inkludér altid kvalitetsnøglepunkter
- Lav tydelige kvalitetsstandarder
- Sørg for at der er gode instruktioner til jobbet

Poka-Yoke
Poka-Yoke er japansk og betyder direkte oversat: For at undgå (Yoke) uagtsomme fejl (Poka). Poka-Yoke kaldes også fejlsikring. De bedste Poka-Yoke løsninger forhindrer fejl i at opstå.
Formålet med metoden er at opnå nul fejl. Derfor er det vigtigt at få indarbejdet holdningen: “Nul fejl er muligt”.
Poka-Yoke benyttes i forbindelse med løbende forbedringer af kvaliteten, samt ved udvikling af nye produkter og nyt udstyr.
FMEA
Fejl-Mulighed og Effekt Analyse
Formål:
- Videndeling på tværs af funktioner og kunde/leverandører
- Konsekvensvurdering: ”Hva’ nu hvis…?”
- Sandsynlighedsvurdering
- Opdagelsesvurdering
- Fejlsikre processen & prioritere kritiske områder
Vil du vide mere?
Har du spørgsmål hertil, så ring endelig til os på 4261 6167 eller send os en mail på kurser@centerforlean.dk